การตั้งค่าเกณฑ์การยอมรับของเครื่องมือวัด
การตั้งค่าเกณฑ์การยอมรับ (Acceptance criteria) ของเครื่องมือวัด
การควบคุมเครื่องมือวัด เป็นเรื่องหนึ่งที่มักเป็นปัญหาพบเจอบ่อยๆของเจ้าหน้าที่ควบคุมดูแลเกี่ยวกับเครื่องมือวัด คือ เรื่องการตั้งค่าเกณฑ์การยอมรับของเครื่องมือวัด ว่าจะนำเกณฑ์อะไรเพื่อมาตั้งเป็น ค่าเกณฑ์การยอมรับ ในการประเมินการใช้งานเครื่องมือวัดนั้นๆ การตั้งเกณฑ์ของเครื่องมือวัด ควรตั้งก่อนที่จัดซื้อเครื่องมือใหม่มาใช้งาน หรือ เครื่องมือที่มีอยู่แล้วจะนำมาใช้งาน หรือก่อนที่จะส่งเครื่องมือสอบเทียบ หรือทำการทวนสอบ ตรวจสอบเครื่องมือ ก่อนนำไปใช้งานนั้นๆ
การตั้งค่าเกณฑ์การยอมรับ กำหนดขึ้นเพื่อควบคุมหรือทวนสอบ ความแม่นของผลการวัดจากเครื่องมือทดสอบ/สอบเทียบ ว่ายังมีความสอดคล้องกับความต้องการหรือมาตรฐานที่เกี่ยวข้องอยู่หรือไม่
การตั้งค่าเกณฑ์การยอมรับของเครื่องมือวัดสามารถตั้งได้ ดังต่อไปนี้
1. กำหนดเกณฑ์การยอมรับจากคุณสมบัติของเครื่องมือแต่ละ Brand หรือ Model ที่ทางผู้ผลิตระบุไว้ใน Catalog หรือที่เราเรียกว่า MPE (MPE หรือ Maximum Permissible Error) ซึ่งเป็นข้อมูลที่ค้นหา ใช้อ้างอิงได้ง่าย ปกติก็จะระบุมาในคู่มือของแต่ละเครื่องอยู่แล้ว
การตั้งเกณฑ์จากคุณสมบัติของเครื่องมือ กรณีเป็นเครื่องมือที่ซื้อใหม่ หรือใช้งานไม่นาน หรือไม่ค่อยได้ใช้งานจะไม่ค่อยมีปัญหา ส่วนใหญ่ผลประเมินจะเป็นไปตามเกณฑ์ที่กำหนด แต่กรณีที่เป็นเครื่องมือที่มีอายุการใช้งานมานาน หรือใช้งานหนัก การที่จะควบคุมให้ผลการประเมินให้เป็นไปตามเกณฑ์ เป็นเรื่องค่อนข้างยาก มีโอกาสที่เครื่องมือนั้นจะถูกยกเลิกการใช้งาน
2. จากข้อกำหนดมาตรฐานสากลที่เกี่ยวข้อง เช่น JIS, ISO, BS ,ASTM หรือ AS Standard ซึ่งเป็นมาตรฐานอ้างอิงในการผลิต หรือกิจกรรมที่ดำเนินการอยู่ เช่น การฆ่าเชื้อในอุตสาหกรรมอาหารจะต้องใช้ Auto Clave ที่มี Accuracy ± 0.5 °C ในกิจกรรมฆ่าเชื้อนั้น เป็นต้น
3. ตามข้อกำหนดของทางการ ซึ่งเป็นข้อกำหนดในกระบวนการผลิต และตรวจสอบ ผลิตภัณฑ์ที่กำหนดนั้นใช้ในแต่ละประเทศหรือเฉพาะกิจกรรมของแต่ละหน่วยงาน เช่น การผลิตผลิตภัณฑ์ตามมาตรฐานอุตสาหกรรม(มอก.) จะมีการกำหนดค่าความผิดพลาดของการผลิตและตรวจสอบอยู่ที่เท่าใด
4. ตามข้อกำหนดของกระบวนการผลิต หรือกระบวนการทำงาน ซึ่งโดยทั่วไป เป็นการกำหนดมาจากค่า เกณฑ์การยอมรับ ของผลิตภัณฑ์ที่ผลิตในขั้นตอนใดๆ โดยพิจารณา Ratioในการวัดอยู่ที่ 3:1 หมายความว่าค่าความถูกต้องของเครื่องมือจะต้องมีความถูกต้องมากกว่าเกณฑ์การยอมรับของการผลิตในขั้นตอนนั้นๆ 3 เท่า เช่นผลิตภัณฑ์ที่ผลิตมีข้อกำหนดในการผลิตยอมรับที่ 1.00 ± 0.03 mm ค่าความถูกต้องของเครื่องมือวัดควรอยู่ที่ 0.03/3 =0.01 mm 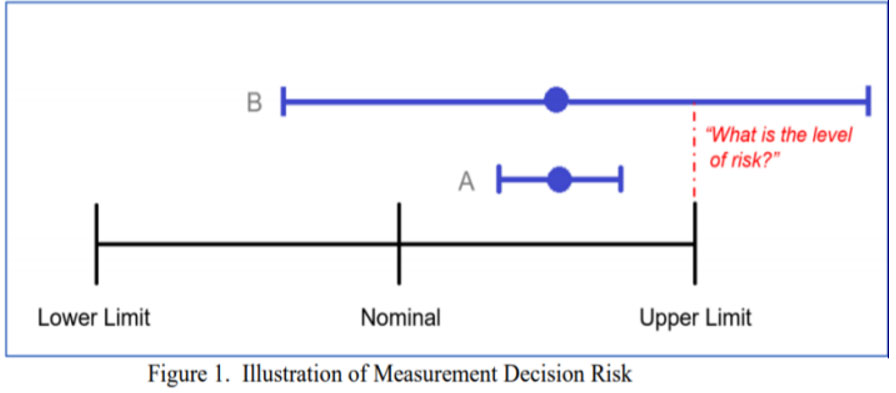
รูปที่ 1 ภาพประกอบของความเสี่ยงในการตัดสินผลการวัด (รูปจากเอกสารการนำเสนอ หัวข้อ กฎการตัดสินและการระบุความเป็นไปตามข้อกำหนดรายการตามแนวทางของ ILAC G8:09/2019 กฎการตัดสินและการระบุความเป็นไปตามข้อกำหนดรายการตามมาตรฐาน ISO/IEC 17025 ของ นายคมสัน ยังจรูญ นักวิชาการมาตรฐานชำนาญการสำนักงานคณะกรรมการมาตรฐานแห่งชาติ กลุ่มรับรองห้องปฏิบัติการ 3)
เอกสารสำหรับศึกษาเพิ่มเติม
ILAC G8 : 09/2019 – Guidelines on decision rules and statement of conformity
ISO10012 – 1 Quality assurance requirements for measuring equipment Part 1 : Metrological Confirmation
for Measuring Equipment , International Organization for Standardization (Geneva, Switzerland)
